






For global industrial purchasing engineers, machinery equipment manufacturers, new energy cabinet producers, automotive accessory factories, outdoor lighting suppliers, public safety isolation project contractors, and display equipment OEM manufacturers, vacuum forming (thermoforming) is one of the most cost-effective ways to make large-size, complex curved transparent plastic housings and protective covers. Among all thermoformable plastic raw materials, solid polycarbonate (PC) sheet stands out for its unmatched impact resistance, wide temperature adaptability, long outdoor UV anti-yellowing service life and high transparency, far exceeding ABS, PVC and ordinary acrylic sheet for heavy-duty industrial application scenarios.
However, many overseas clients run into mass production failure, high defective rate and dimensional deformation problems when they first try polycarbonate sheet vacuum forming. The main reason is that polycarbonate material has unique physical features compared with other thermoplastics: strong moisture absorption, strict heating temperature window, high residual stress after forming, special mold design requirements and mandatory pre-drying steps that many small processing factories skip directly. This comprehensive industrial guide fully breaks down the whole standard vacuum forming workflow of solid polycarbonate sheet, from raw material selection, pre-drying treatment, heating control, mold production, vacuum pressure setting, cooling trimming, defect troubleshooting to finished product application classification.
Every process parameter and solution comes from thousands of bulk polycarbonate forming orders our factory has completed over 15 years of export manufacturing experience. We also clearly explain the difference between solid formable polycarbonate and non-formable hollow multi-wall polycarbonate sun sheets, cross-compare polycarbonate thermoforming performance with acrylic and ABS, and add an independent full chapter introducing our factory’s one-stop OEM & ODM service covering polycarbonate sheet raw material supply, mold customization, full vacuum forming production, secondary CNC trimming, annealing stress relief and global export delivery.
Chapter 1: What Is Polycarbonate Sheet Vacuum Forming & Why Polycarbonate Material Stands Out

1.1 Simple Definition of Polycarbonate Vacuum Forming
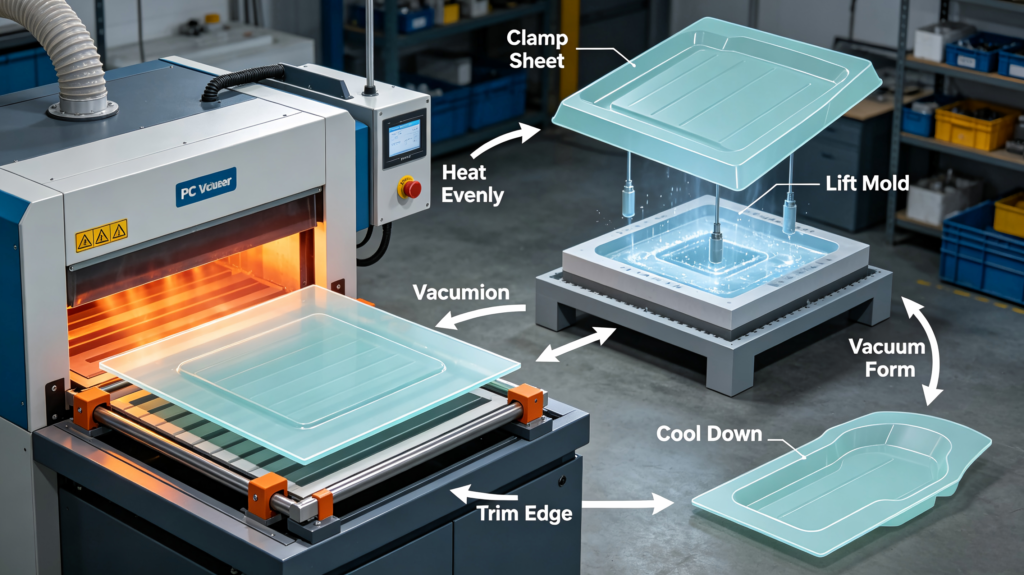
Polycarbonate sheet vacuum forming, also named polycarbonate thermoforming, is a mature thermal plastic molding manufacturing process that shapes flat solid polycarbonate sheet into 3D curved hollow parts without high-pressure injection mold investment. The whole working logic is easy to understand: clamp flat solid polycarbonate sheet tightly on a fixed machine frame, heat the sheet evenly to reach soft flexible forming temperature through infrared heating tubes, lift the pre-made mold to contact the softened polycarbonate surface, rapidly extract all air between mold and polycarbonate sheet via high-power vacuum pump to create negative pressure, atmospheric pressure will press the hot polycarbonate sheet to fully attach every surface detail of the mold, hold vacuum state until the polycarbonate sheet cools down and hardens to lock target shape, finally release vacuum, take out the semi-finished blank and cut off excess edge material to get finished vacuum formed polycarbonate components.
This process only requires a low-cost single-sided aluminum mold instead of an expensive double-sided injection mold, so it is perfect for small-batch prototype trial production and medium-volume mass manufacturing of large-size plastic shells, transparent protective baffles and lamp housings. Compared with injection molding, vacuum forming can produce parts with a maximum width of over 3 meters easily, which injection molding machines cannot support due to equipment tonnage and mold size limitations.
1.2 Why Solid Polycarbonate Sheet Is the Top Choice For Industrial Vacuum Forming Projects
Most transparent thermoforming raw materials on the market include ABS sheet, PETG, acrylic PMMA and solid polycarbonate PC sheet. PC material owns exclusive performance advantages that other plastic sheets cannot replace for harsh industrial and outdoor long-term use environments:
- Ultra-high impact toughness: Vacuum-formed polycarbonate parts will not shatter into sharp tiny fragments under heavy collision, hail strike or accidental drop; acrylic sheet cracks easily with small impact force, ABS deforms permanently and loses structural protection function after repeated hits. For machinery safety guards, new energy charging pile transparent housings and outdoor street lamp covers, anti-break safety performance is the core mandatory standard.
- Wide stable temperature working range: Formed polycarbonate components keep stable shape and toughness from -40℃ low winter cold to 120℃ continuous high temperature near heat-generating equipment; ABS will soften and warp above 70℃, acrylic turns brittle under minus temperature.
- Long outdoor UV anti-yellow lifespan: Double-sided UV co-extruded solid polycarbonate sheet for vacuum forming can maintain clear transparent appearance for 10–15 years under full open-air sunlight exposure without obvious yellow discoloration; ordinary acrylic without special anti-UV coating turns foggy and yellow within 2–3 years outdoors, ABS fades quickly and loses surface gloss after half a year of sun exposure.
- Food contact & flame retardant customizable grades: We can supply food-grade solid polycarbonate sheet for food processing equipment transparent covers and UL94 V2 flame retardant modified polycarbonate sheet for public building electrical cabinet housings. Two functional versions are fully compatible with the standard vacuum forming process without a serious drop in forming performance.
- High light transmittance: Clear virgin solid polycarbonate sheet reaches 88%–91% light transmittance after vacuum forming, enough for inspection window, light diffusion cover and display transparent shell production, while still retaining strong anti-impact safety that transparent ABS cannot match.
1.3 Core Applicable Product Types Made by Polycarbonate Vacuum Forming
We sort mainstream finished products manufactured via standard polycarbonate sheet vacuum forming to help buyers quickly judge whether this process fits their project demand:
- Industrial machinery transparent safety guards, CNC equipment splash-proof covers, equipment operation observation windows
- New energy charging pile outer transparent housings, energy storage cabinet transparent panel shells, battery equipment isolation covers
- Outdoor street lamp large lamp shades, traffic signal light transparent protective casings, garden landscape light covers
- Medical equipment transparent instrument housings, medical device operation isolation baffles
- Automotive interior transparent decorative parts, vehicle inspection mirror outer protective shells
- Retail large-size transparent display stands, supermarket food anti-dust transparent covers
- Public playground safety transparent barriers, station security isolation curved panels
- Agricultural greenhouse auxiliary transparent equipment shells, farm irrigation device protective covers
Chapter 2: Core Advantages & Limitations of Polycarbonate Vacuum Forming

Before arranging mass production, buyers need to fully understand both strengths and inherent restrictions of polycarbonate sheet vacuum forming technology, avoid unreasonable product design that leads to high defective rate and extra production cost waste.
2.1 Main Advantages of Solid Polycarbonate Vacuum Forming
- Low mold development cost: Single-sided aluminum vacuum mold costs only 1/10 to 1/20 of a twin-cavity injection mold; a prototype wooden mold can be used for small sample trials without high investment risk for new product verification.
- Super large component size capability: Maximum forming size can reach 3200mm × 2000mm, fitting oversized housing and baffle production that injection molding cannot realize.
- Flexible order volume threshold: Support 1 piece prototype trial orders, small batch 50–500 pcs and large volume thousands of mass orders, no rigid high MOQ limit.
- Fast production cycle: Mold finishing only takes 3–7 working days, single forming cycle per piece is 60–180 seconds based on sheet thickness, whole trial sample delivery within 7–10 days after drawing confirmation.
- Lightweight finished parts: Solid polycarbonate density is only 1.2 g/cm³, vacuum-formed hollow structure greatly reduces overall product weight, lower installation frame load and long-distance transportation logistics cost.
- Rich functional customizable raw material: Anti-UV, frosted matte, ESD anti-static, UL94 V2 flame retardant, food-grade transparent solid polycarbonate sheets all support standard vacuum forming without changing the main production workflow.
- Easy post-processing modification: Formed polycarbonate blanks can be CNC laser cut, edge mirror polished, multi-hole drilled, silk screen printed and hot bent for local secondary shaping after vacuum forming.
2.2 Inherent Limitations of the Polycarbonate Vacuum Forming Process (Design Must Avoid)
- Unavoidable uneven wall thickness on deep draw parts: The deeper the mold drawing depth, the thinner the corner bottom position of formed polycarbonate parts; the maximum safe draw depth ratio for solid polycarbonate sheet is 1:1 (depth equal to width of opening), over-deep design will cause corner tearing and penetration during vacuum suction.
- Cannot produce complex undercut inner structure: Single-sided vacuum mold cannot make reverse hook, internal concave undercut geometry, such complex structure must adopt secondary assembly split design.
- Residual stress inside finished polycarbonate parts: polycarbonate material generates large internal stress after heating and rapid cooling. Without post-forming annealing heat treatment, finished parts may warp or crack when exposed to a high-temperature environment later.
- Strict raw material pre-drying requirement: polycarbonate sheet absorbs moisture from air quickly, any residual water inside the sheet will create dense bubble defects during heating softening, pre-drying procedure is mandatory and cannot be skipped unlike ABS forming.
- Thickness forming limit: Ultra-thin solid polycarbonate below 0.8mm easily over-stretches and tears; ultra-thick solid polycarbonate over 12mm requires long-time double-sided heating, low production efficiency and higher defective risk, most stable forming thickness range is 1.5mm–8mm solid polycarbonate sheet.
- Higher heating energy consumption than ABS: polycarbonate needs longer heating holding time and higher heating temperature, electricity cost per piece is slightly higher than ABS vacuum forming mass production.
Chapter 3: Can Hollow Polycarbonate Sheet Be Used for Vacuum Forming? Solid VS Hollow Polycarbonate Comparison
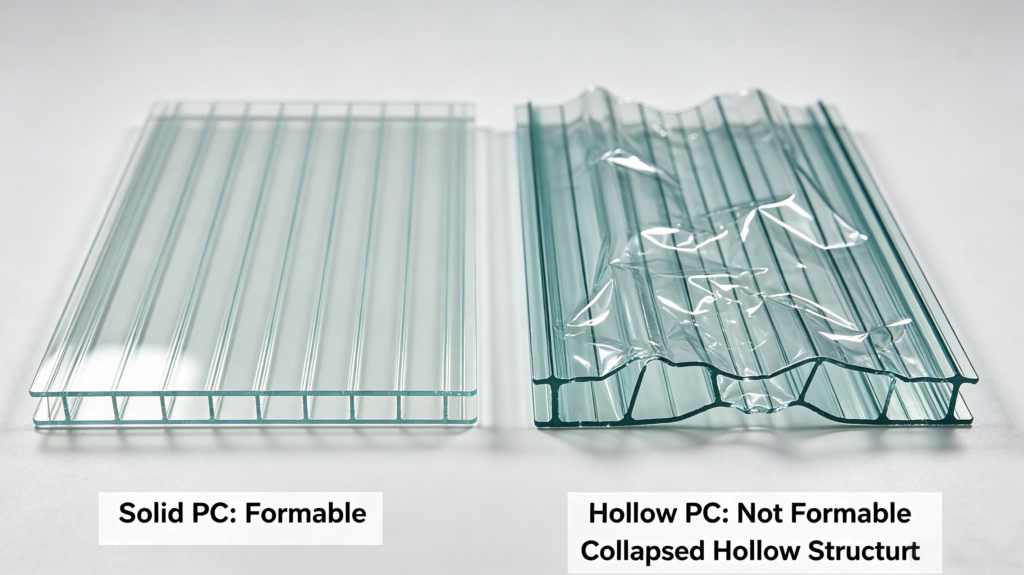
A frequently confusing question from overseas clients: can multi-wall polycarbonate sheet (carport, greenhouse roof panel) go through the vacuum forming process? The clear industry conclusion is: only solid single-layer polycarbonate sheet supports standard vacuum forming; hollow multi-wall polycarbonate sheet cannot be thermoformed at all. We split the detailed comparison to explain the core difference between formable solid polycarbonate and non-formable hollow polycarbonate sheet:
3.1 Structural Difference
Solid polycarbonate vacuum forming sheet: Single compact solid polycarbonate plate without internal hollow grid structure, uniform molecular distribution across the whole cross section, can stretch evenly under heating negative pressure without structural collapse. Hollow multi-wall polycarbonate sun sheet: Internal vertical rib hollow grid sandwich structure, designed for roof load bearing and heat insulation, no continuous solid plastic layer for stretching and shaping; once heated to a soft temperature, internal hollow ribs will collapse and deform randomly under vacuum suction pressure, and cannot restore a smooth uniform surface after cooling.
3.2 Forming Performance Test Result
We did a contrast forming test with the same heating temperature and vacuum parameter:
- 3mm solid clear polycarbonate sheet: Fully attached mold surface, uniform wall thickness, no collapse, smooth transparent finished part with clear mold texture transfer.
- 6mm double-wall hollow polycarbonate sun sheet: After heating softening, the internal hollow grid collapsed completely under vacuum negative pressure, the surface appeared irregular concave pits, permanent wrinkle deformation, cannot repair or restore flat smooth appearance, finished product completely scrapped.
3.3 Application Separation Rule
- Raw material for all vacuum forming production: Only solid single-layer polycarbonate sheet (1.5mm–12mm thickness, virgin raw material, UV coated, flame retardant or frosted functional grades available)
- Hollow multi-wall polycarbonate sun sheet exclusive usage: Fixed flat roof, carport skylight, greenhouse flat ceiling, only suitable for flat installation without curved forming processing, cannot do any vacuum thermoforming or deep hot bending shaping.
Chapter 4: Critical Pre-Forming Step: Polycarbonate Sheet Full Drying Treatment (Must-Do Operation)

This is the most easily ignored but decisive process that controls the defective rate of polycarbonate vacuum forming. Polycarbonate material has a strong hygroscopic property; solid polycarbonate sheets absorb water vapor from the air during storage, transportation and stacking; even tiny water molecules locked inside the polycarbonate molecular layer will turn into high-temperature steam during the heating softening phase, forming countless white bubble defects inside finished parts that cannot be repaired or removed. Many small processing factories skip the drying step directly to save production time, resulting in a 30%–80% bubble scrap rate for whole-batch polycarbonate forming orders. We list full standard drying operation rules accumulated from long-term mass production experience.
4.1 Standard Drying Temperature & Time Parameter by Polycarbonate Sheet Thickness
All solid polycarbonate vacuum forming sheets must be dried in a closed constant-temperature hot air circulation oven, with a uniform oven temperature controlled at 120°C–130°C, strict time standard matching different thicknesses:
- 1.5mm–3mm thin solid polycarbonate sheet: Continuous drying for 4–6 hours
- 4mm–6 mm medium-thickness solid polycarbonate sheet: Continuous drying for 8–10 hours
- 7mm–12mm thick solid polycarbonate sheet: Continuous drying for 12–16 hours
Key reminder: Oven temperature cannot exceed 135°C; overhigh temperature will cause polycarbonate sheet surface slight yellow discoloration and early material aging degradation.
4.2 Standard Stacking & Loading Rules Inside Drying Oven
- Separate each polycarbonate sheet layer with clean non-dust isolation paper, avoid direct surface contact between two polycarbonate panels, and prevent adhesion under a high-temperature drying environment.
- Leave a 5–8cm gap between every stacking polycarbonate sheet bundle, ensure hot air circulates through all sheet surfaces evenly, and eliminate internal moisture uniformly without a dead air zone.
- Do not stack polycarbonate sheets vertically against the oven wall; vertical placement will lead to uneven heating and incomplete moisture removal on the edge area.
- After finishing the full drying cycle, take out the polycarbonate sheet bundle and send it to the vacuum forming machine for production within a maximum of 30 minutes; if stay in the open workshop air for over 1 hour, the polycarbonate sheet will re-absorb air moisture and need a second full drying treatment again.
4.3 Simple Test Method To Judge Whether a Polycarbonate Sheet Has Finished Drying
Take one small polycarbonate sample piece from the dried sheet bundle, cut into a 100 mm × 100mm test sample, heat the sample on a small test heating plate at 230°C forming temperature for 90 seconds, observe surface condition:
- Qualified fully dried polycarbonate sample: Completely transparent, zero internal bubbles, smooth surface without white fog spots
- Undried unqualified polycarbonate sample: Dense tiny white bubbles spread all over the internal cross section, an obvious foggy defective layer, cannot enter formal mass forming production before re-drying.
Chapter 5: Full Standard Step-by-Step Vacuum Forming Process of Solid Polycarbonate Sheet
We split the whole industrial standard polycarbonate vacuum forming workflow into 8 continuous sequential steps, with every operation detail and control focus marked in plain language for procurement engineers and processing factory operators to follow strictly.
Step 1 Raw Sheet Clamping & Position Fixing
- Cut dried solid polycarbonate sheet into blank size larger than finished part outline; reserve 80–120mm extra edge clamping margin on four sides for machine frame fixing.
- Place the polycarbonate flat sheet onto the machine metal clamping frame, lock four side clamping jaws tightly with equal force, and guarantee the sheet surface is fully flat without local sagging or wrinkling before the heating phase; loose clamping will cause uneven stretching and corner tearing during vacuum suction.
- Adjust the horizontal level of the clamping frame to eliminate sheet surface tilt deviation that leads to uneven heating thickness after softening.
Step 2: Dual-Sided Uniform Infrared Heating (Core Temperature Control Step)
Unlike single-sided heating for ABS sheet, solid polycarbonate sheet requires a double upper + lower infrared heating system to heat both sides synchronously; only dual-side heating can realize uniform internal and external softening, avoid surface overheating while internal material remains hard and stiff.
- Set heating tube target temperature range: 220°C–245°C based on polycarbonate sheet thickness; a thicker sheet adopts the upper limit temperature and longer heating holding time.
- Standard heating holding time reference:
- 1.5–3mm thin polycarbonate: 60–100 seconds heating
- 4–6mm medium polycarbonate: 120–220 seconds heating
- 7–12mm thick polycarbonate: 240–360 seconds heating
- Real-time observation sheet sagging state during heating: Stop heating when the polycarbonate sheet naturally sags downward 20–40mm under its own weight; this sag range proves the polycarbonate reaches optimal flexible forming state; insufficient sag means heating time too short, material cannot fully attach to mold deep corners; excessive sag over 60mm leads to serious thin spots and bottom tearing after vacuum suction.
- Avoid local heating dead zone: Clean dust and carbon residue on infrared heating tubes regularly; dirty tubes produce uneven hot spots that create partial overheating bubbles and discoloration on the polycarbonate surface.
Step 3: Mold Lifting & Pre-Contact Softened Polycarbonate Sheet
- After the heating timer ends, the heating rack automatically retracts to a safe distance, and the hydraulic cylinder lifts the pre-manufactured aluminum vacuum mold upward at a stable, slow speed (no fast sudden lift impact).
- Mold the top surface gently touch the central sag area of the hot polycarbonate sheet first, gradually push upward to expand the contact range from center to four edges, this central pre-contact design effectively reduces deep corner thin spot defect rate by over 40% compared with edge-first contact mold structure.
- Keep the mold lifting height fixed after full contact, and maintain tight pressure between the mold surface and the hot polycarbonate sheet to prevent air leakage during the vacuum extraction phase.
Step 4: Rapid Vacuum Negative Pressure Extraction Forming
- Instantly start a high-power industrial vacuum pump when the mold fully contacts the polycarbonate sheet, quickly extract all air trapped between the mold surface and softened polycarbonate sheet to form a stable negative pressure environment inside the mold vent holes.
- Standard vacuum pressure parameter for solid polycarbonate forming: Maintain negative pressure at 0.8–1.0 bar continuous stable state, hold vacuum suction for 90–240 seconds, matching sheet thickness (thicker polycarbonate needs longer vacuum holding time to lock shape before cooling hardening).
- All tiny air vent holes are distributed evenly across every mold concave surface, ensuring no air bubble trapped between the polycarbonate and the mold texture that causes incomplete surface detail transfer.
Step 5: Forced Air Cooling & Shape Solidification
- While still maintaining vacuum negative pressure, open the machine surrounding cooling air blower system, blow uniform room-temperature airflow on both sides of the formed polycarbonate blank to accelerate heat dissipation and material hardening.
- Do not release vacuum pressure before the polycarbonate sheet fully cools down below 60°C; early vacuum release will make hot, soft polycarbonate blank spring back and deform, losing accurate mold copying dimensions.
- Cooling cycle time rule: Thin polycarbonate sheet cooling 60–120 seconds, thick polycarbonate sheet cooling 180–360 seconds until surface temperature drops to a safe room temperature range.
Step 6: Vacuum Release & Mold Descending
- Cut off vacuum pump power supply after cooling cycle is complete, open air balance valve to release negative pressure inside mold, normal atmospheric pressure re-enters between mold and polycarbonate blank to separate sheet from mold surface smoothly without sticking.
- Hydraulic cylinder lower mold back to original standby position, reserve enough space to take out semi-finished polycarbonate forming blank manually or by mechanical arm.
Step 7 Semi-Finished Blank Taking Out & Edge Trimming Preparation
- Unlock the four side clamping jaws of the machine frame, lift the whole polycarbonate blank together with edge clamping waste material out from the forming station, and place flat on an anti-scratch soft foam worktable to avoid surface scratch damage.
- Check the whole blank surface for bubbles, cracks, thin spots, and wrinkle defects before trimming; separate qualified and defective blanks into different storage trays to avoid mixed processing.
Step 8 CNC Precision Trimming & Finished Product Inspection
- Fix the qualified polycarbonate forming blank on the CNC trimming fixture, program the cutting path according to the finished product 3D drawing, cut off extra clamping edge waste material precisely along the product outline, and reserve accurate assembly hole position tolerance.
- Optional secondary post-processing after trimming: Edge mirror polishing, multi-size installation hole drilling, single/multi-color weather-resistant UV silk screen printing, local small range hot bending correction.
- Full finished product inspection item list: Wall thickness uniformity, surface transparency without bubbles/cracks, dimensional tolerance matching drawing, mold texture complete transfer, no residual sharp burrs on cutting edges, UV coating intact without peeling damage.
Chapter 6: Key Equipment Required for Industrial Polycarbonate Vacuum Forming Production Line

Stable mass production of high-quality vacuum-formed polycarbonate components needs a matched complete supporting equipment set. A simple, small, single-station forming machine only fits tiny thin polycarbonate sample trial, medium & large industrial orders require a full standardized production line equipment configuration as below:
- Closed hot air circulation polycarbonate pre-drying oven: Mandatory core equipment to eliminate sheet internal moisture and avoid bubble defects, with automatic constant temperature control and timing stacking rack system.
- Dual-sided infrared heating vacuum forming machine host: Equipped with upper & lower independent temperature adjustable heating tube groups, hydraulic mold lifting system, large-flow stable vacuum pump unit, automatic cooling air circulation system, and four-side equal force clamping frame for large-size polycarbonate sheet.
- Industrial high-flow vacuum pump group: Support stable 0.7–1.0 bar negative pressure continuous output, air storage tank to balance pressure fluctuation during long batch production, filter system to block dust from entering the vacuum pipeline and mold vent holes.
- CNC 3-axis trimming cutting machine: Complete automatic edge waste removal and pre-drilling assembly holes for formed polycarbonate blanks, guaranteeing ±0.2 mm dimensional tolerance for finished parts.
- Post-forming annealing heat treatment small oven: Special equipment for thick polycarbonate formed parts to eliminate internal residual stress, prevent later high-temperature deformation and cracking failure.
- Surface polishing & silk screen printing auxiliary workstation: For mirror edge polishing, weather-resistant logo UV printing and surface frosted texture secondary processing demand.
- Dust-free raw material storage warehouse: Constant temperature & humidity closed storage area for virgin solid polycarbonate sheet stock, reducing sheet re-absorption moisture risk before drying production.
Our factory is fully equipped with all the above complete industrial polycarbonate vacuum forming production line equipment. We do not outsource any core forming and trimming process to third-party external workshops; all production steps are finished in-house to strictly control product quality, stability and delivery cycle for global clients.
Chapter 7: Mold Design Standard Rules for Polycarbonate Vacuum Forming

Mold design directly decides finished polycarbonate part wall thickness uniformity, surface texture clarity and defective rate; many clients submit product drawings with unreasonable mold structure parameters that lead to a high scrap rate during first trial production. We summarize universal polycarbonate vacuum forming mold design standards based on thousands of mold development projects.
7.1 Mold Material Selection Rule
- Small batch prototype trial (below 100 pcs): Hardwood mold, low development cost, fast manufacturing speed, only suitable for shallow draw thin polycarbonate sample verification, easy wear after repeated forming cycles, cannot support long mass production.
- Medium & large formal mass production orders (over 500 pcs): CNC machined solid aluminum mold, high surface hardness, good heat conduction, precise tiny vent hole drilling, stable texture transfer effect, long service life over tens of thousands of forming cycles, most widely adopted mold material for industrial polycarbonate vacuum forming.
- Special high-gloss transparent polycarbonate product demand: Polished mirror aluminum mold surface, can transfer an ultra-smooth transparent surface without mold texture trace on finished polycarbonate parts.
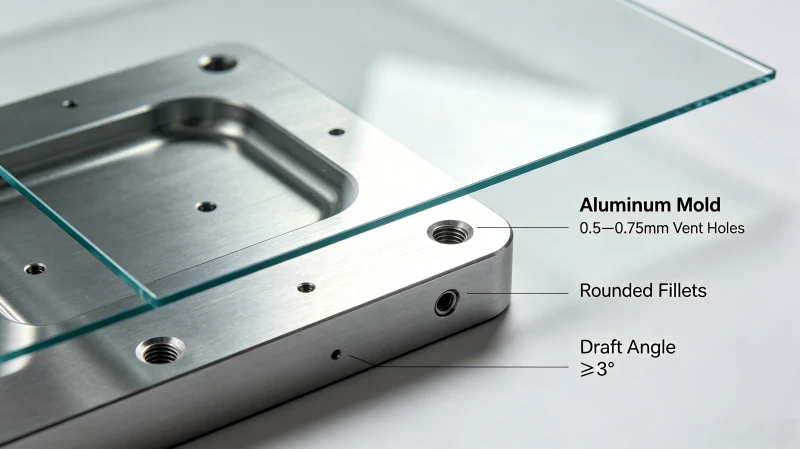
7.2 Mandatory Draft Angle Requirement
All mold vertical side walls must reserve a minimum draft angle to ensure smooth finished part demolding without scratch or surface tear damage:
- Outer convex mold structure: Minimum 3° draft angle per side wall
- Inner concave mold structure: Minimum 5° draft angle per side wall
Design with zero or reverse draft angle will cause the polycarbonate blank to be tightly stuck on the mold surface after cooling, forcing demolding, which leads to surface scratches and permanent deformation scrap.
7.3 Corner Fillet Radius Standard (Critical To Avoid Thin Spot & Tearing)
Sharp 90-degree right-angle corners on the mold are the top root cause of ultra-thin corner wall thickness and penetration tearing during polycarbonate vacuum forming. Every mold inner and outer corner must add a smooth circular fillet radius:
- Minimum fillet radius for all product functional corners: Equal to 0.5 times the raw polycarbonate sheet thickness used for forming
- Recommended optimal fillet radius: Equal to full raw sheet thickness, greatly balances material stretching flow and eliminates local over-thinning risk
Example: If you use a 4 mm solid polycarbonate sheet for forming, all mold corners should have at least a 2 mm fillet radius; the best design is a 4 mm full-thickness fillet for stable mass production.
7.4 Mold Vacuum Air Vent Hole Design Specification
Tiny vent holes distributed evenly across the whole mold concave surface to rapidly exhaust trapped air between the hot polycarbonate sheet and the mold surface, avoid air pocket bubbles and incomplete texture transfer defects:
- Standard vent hole diameter: 0.5mm–0.75 mm. Too large holes leave obvious circular dent marks on the transparent polycarbonate finished surface, and too small holes lead to slow air exhaust and air pocket residual.
- Vent hole layout density: Every 20–30mm distance, drill one vent hole on the flat mold surface; in the deep draw corner and bottom area, increase vent hole density to 10–15mm interval for fast air discharge.
- Vent hole drilling depth: Run through the whole aluminum mold plate, connect to the internal vacuum air pipeline channel under the mold base to guarantee smooth air extraction flow without blockage.
7.5 Maximum Safe Draw Depth Limitation
For solid polycarbonate sheet vacuum forming, the safe depth-to-opening width ratio maximum value is 1:1, meaning if the mold top opening width is 300mm, the maximum allowable drawing depth cannot exceed 300mm. Design over a 1:1 deep draw ratio will inevitably create ultra-thin bottom corner wall thickness, and finished parts easily crack under slight impact after delivery. If the client’s product requires a deeper draw depth beyond a 1:1 ratio, we suggest a split two-piece assembly structure design or adopting pressure-assisted vacuum forming upgrade equipment to improve material flow distribution.
Chapter 8: Standard Temperature, Heating Time & Vacuum Pressure Technical Parameters
We organize a unified stable production technical parameter table for different thickness solid polycarbonate vacuum forming, all data verified via long-term mass bulk production, buyers can forward this parameter standard to their cooperative processing factory for production quality inspection reference.
- Heating tube surface temperature set range: 220°C–245°C
- 1.5–3mm thin solid polycarbonate: 220°C–230°C heating temperature
- 4–6mm medium solid polycarbonate: 230°C–240°C heating temperature
- 7–12mm thick solid polycarbonate: 240°C–245°C heating temperature
- Heating holding time reference (dual-sided infrared heating system):
- 1.5–3mm: 60–100s
- 4–6mm: 120–220s
- 7–12mm: 240–360s
- Target polycarbonate sheet sag value after heating: 20–40mm natural downward sag under self-weight, stop heating immediately once reach this sag range
- Stable vacuum negative pressure during forming holding phase: 0.8–1.0 bar continuous constant pressure
- Vacuum holding time before cooling release:
- Thin polycarbonate 1.5–3mm: 90–120s vacuum hold
- Medium polycarbonate 4–6mm: 150–180s vacuum hold
- Thick polycarbonate 7–12mm: 200–240s vacuum hold
- Cooling air circulation time before vacuum release:
- Thin polycarbonate: 60–120s cooling cycle
- Medium polycarbonate: 120–240s cooling cycle
- Thick polycarbonate: 240–360s cooling cycle
- Polycarbonate sheet mandatory pre-drying temperature: Constant 120°C–130°C hot air oven
- Pre-drying continuous time by thickness:
- 1.5–3mm: 4–6 hours
- 4–6mm: 8–10 hours
- 7–12mm: 12–16 hours
Chapter 9: Material Selection: Different Functional Polycarbonate Sheets for Vacuum Forming Projects
Not all solid polycarbonate sheets are suitable for vacuum forming mass production; recycled mixed scrap modified polycarbonate sheet has unstable melt flow performance and a high defective rate. We only adopt 100% virgin PMMA-free polycarbonate pellet raw material to produce formable solid polycarbonate sheets, and divide them into 6 mainstream functional grades matching different project application demands:
- Standard clear transparent vacuum forming polycarbonate sheet: 88%–91% light transmittance, no extra functional modifier added, low unit cost, fits indoor equipment transparent covers, temporary display housings without long-term outdoor exposure demand.
- Double-sided UV co-extruded outdoor anti-yellow polycarbonate sheet: Integrated anti-UV protective layer on both surfaces during sheet extrusion production, 10–15 years outdoor stable clear service life, core raw material for outdoor lamp shade, charging pile transparent housing, roadside safety baffle vacuum forming projects.
- Frosted matte anti-glare solid polycarbonate sheet: One-side or double-side matte frosted surface treatment after extrusion, eliminating strong light mirror reflection, widely used for instrument observation windows, classroom light diffusion cover, office privacy curved partition forming parts.
- UL94 V2 flame-retardant modified formable polycarbonate sheet: Add halogen-free phosphorus flame retardant into virgin polycarbonate pellets during production, reach stable V2 self-extinguishing fire grade after vacuum forming, mandatory material for shopping mall public equipment cabinet, underground passage transparent isolation shell, high-voltage electrical equipment protective housing. Reminder: UL94 V0 high flame-retardant polycarbonate cannot support stable mass vacuum forming; serious thinning and cracking defects occur during heating and stretching. If the client project requires V0 fire rating, we recommend flame-retardant ABS or post-assembly split structural design instead.
- ESD anti-static solid polycarbonate vacuum forming sheet: Permanent anti-static molecular modification, avoiding static electricity accumulation and dust adsorption, fits electronic semiconductor equipment transparent protective covers, workshop instrument isolation housings with sensitive electronic component protection demand.
- Food contact grade virgin polycarbonate sheet: No flame retardant, no heavy metal stabilizer additive, passes international food safety contact certification, can be vacuum formed into bakery anti-dust transparent cover, food processing equipment observation window, supermarket fruit anti-splash partition without toxic substance precipitation risk.
Key purchasing reminder from our factory: When placing a vacuum forming polycarbonate sheet raw material order, clearly inform the supplier of your finished product application environment (indoor/outdoor, fire safety standard, food contact demand). We will match the corresponding functional polycarbonate grade to avoid wrong material selection, leading to the whole batch finished product being unqualified for project acceptance.
Chapter 10: 12 Most Common Defects in Polycarbonate Vacuum Forming & Root Cause + Fixing Solutions
Based on our 15 years of export after-sales defect sorting data, we list the 12 highest-frequency defective problems during solid polycarbonate vacuum forming, analyze the exact root cause one by one, and provide operable improvement solutions for production operators and procurement engineers to quickly troubleshoot mass production failures.
Defect 1: Dense white internal bubbles spread all over the formed polycarbonate parts
Root Cause: polycarbonate sheet not fully pre-dried before heating, residual water inside the material turns to steam at high heating temperature; or polycarbonate sheet absorbs moisture again after drying by long-time open air storage.
Solution: Strictly follow the thickness-matched full drying time standard, seal-dry the polycarbonate sheet with anti-moisture plastic film if it cannot start forming production within 30 minutes after oven discharge, re-dry the unqualified damp polycarbonate sheet bundle completely before production.
Defect 2: Deep corner wall ultra-thin, partial penetration & tearing after vacuum suction
Root Cause: Mold fillet radius too small, product draw depth over safe 1:1 ratio, heating sag excessive over 60mm, vacuum pressure rising speed too fast, mold lift speed upward too sudden.
Solution: Enlarge all mold corner fillet radii to a minimum of 0.5×polycarbonate sheet thickness, optimize product design to reduce over-deep draw depth, control heating sag within the 20–40mm range, slow down the vacuum pump pressure rising speed and hydraulic mold lifting pace during the forming cycle.
Defect 3: Surface wrinkle and fold mark on flat area of finished polycarbonate blank
Root Cause: polycarbonate sheet clamping frame loose, uneven heating leading to partial soft material accumulation, mold vent hole distribution too sparse, vacuum exhaust speed too slow to pull sheet tight evenly.
Solution: Re-lock four-side clamping jaws with equal force to fix flat sheet before heating, clean heating tubes to eliminate local hot spot dead zone, add more dense vent holes on flat mold surface to accelerate air exhaust flow.
Defect 4: Incomplete mold texture transfer, foggy air pocket on polycarbonate surface
Root Cause: Mold vent hole diameter is too small or blocked by dust residue, vacuum pump flow is insufficient to exhaust trapped air rapidly, heating temperature is too low, and polycarbonate material stiffness is high, which cannot fully attach to the mold surface.
Solution: Clean all mold vent holes regularly to remove dust blockage, adjust the vacuum pump to maintain stable 0.8–1.0 bar negative pressure, raise heating temperature or extend heating holding time properly to soften the polycarbonate sheet sufficiently.
Defect 5: Permanent sagging dent on large flat surface of formed parts
Root Cause: Heating holding time is too long, polycarbonate sheet over-sagged before mold contact, cooling cycle time insufficient, vacuum released early before polycarbonate hardens fully.
Solution: Shorten heating time to control sag within the standard range, extend forced air cooling cycle time, and keep vacuum negative pressure locked until the polycarbonate surface temperature is below 60°C before the pressure release operation.
Defect 6: Finished polycarbonate parts warp and deform after storage or high-temperature environment exposure
Root Cause: Large residual internal stress generated during rapid heating & cooling forming process, no post-forming annealing stress relief treatment, raw polycarbonate sheet thickness uneven before forming.
Solution: Arrange annealing heat treatment for thick polycarbonate formed blanks after trimming, adopt uniform thickness virgin solid polycarbonate sheet stock from a reliable manufacturer, and adjust cooling air flow speed to realize slow uniform heat dissipation instead of sudden strong cold wind shock.
Defect 7: Surface yellow discoloration on local polycarbonate forming area
Root Cause: Heating tube temperature over 250°C, long-time overheating, polycarbonate sheet staying inside high-temperature heating zone too long, recycled mixed scrap polycarbonate raw material with unstable anti-yellow additive formula.
Solution: Strictly control the heating temperature upper limit at 245°C maximum, shorten unnecessary heating holding time, and only purchase 100% virgin pure solid polycarbonate sheet without recycled scrap mixing for vacuum forming production.
Defect 8: Visible circular vent hole dent marks on transparent polycarbonate finished surface
Root Cause: Mold vent hole diameter larger than 0.75mm, vent holes distributed on the product visible surface area without a hidden design on the mold back side.
Solution: Re-drill vent holes with standard 0.5–0.75mm diameter, move most vent hole layouts to the mold non-visible back surface position, and only reserve tiny necessary vent holes on the front visible product area.
Defect 9: The polycarbonate blank stick sticks tightly to the mold surface after cooling, resulting in hard demolding with scratch damage
Root Cause: Mold draft angle too small (below 3° outer mold / 5° inner mold), mold surface lacks smooth polishing treatment, cooling time insufficient, polycarbonate still soft and sticky after vacuum release.
Solution: Modify the mold to increase the minimum draft angle to the standard specification, polish the aluminum mold surface to be smooth without rough burr texture, and extend the cooling cycle to fully harden the polycarbonate sheet before the demolding operation.
Defect 10: Horizontal stripe wave deformation on formed polycarbonate surface
Root Cause: Dual-sided heating tube temperature is inconsistent on the upper & lower sides; clamping frame horizontal tilt leads to uneven sheet tension during heating softening.
Solution: Calibrate upper and lower heating tube temperatures to keep a maximum ±5 °C temperature difference, adjust the clamping frame horizontal level before each batch production, and balance clamping force on four sheet edges equally.
Defect 11: White crack lines appear on formed polycarbonate parts after several days of delivery storage
Root Cause: Severe residual stress inside the blank without annealing treatment, finished product contact with alcohol, acidic detergent or corrosive solvent during the cleaning packaging process.
Solution: Add a post-forming annealing oven heat treatment step to eliminate internal stress, only use neutral water-based detergent and soft microfiber cloth for finished polycarbonate part surface cleaning, avoid contact with alcohol and strong acid/alkali solvent chemical products.
Defect 12: Uneven light transmission & foggy cloudy layer inside transparent finished polycarbonate
Root Cause: Low-quality recycled mixed polycarbonate sheet raw material with unstable internal molecular uniformity, incomplete heating softening leads to uneven stretching molecular distribution, and multiple times repeated heating rework on the same polycarbonate blank.
Solution: Replace raw material with full virgin transparent solid polycarbonate sheet stock, strictly follow standard heating parameters without under-heating or over-heating, forbid re-heating and re-forming of once softened polycarbonate blanks, single heating cycle only for each new polycarbonate sheet blank.
Chapter 11: Post-Forming Secondary Processing & Stress Annealing Treatment
Vacuum forming only completes the basic 3D curved shape of a polycarbonate blank; most industrial finished products require multiple secondary processing steps to reach official assembly and delivery standards, among which annealing stress relief treatment is a unique mandatory process for thick polycarbonate forming parts that other plastic materials like ABS do not need.
11.1 Annealing Heat Treatment To Eliminate Residual Stress (Core Special Process For Polycarbonate)
During the fast heating and rapid cooling vacuum forming workflow, the polycarbonate molecular chain generates huge uneven internal residual stress locked inside the finished blank; without annealing treatment, when finished parts encounter summer high temperatures, sunlight exposure, or contact with chemical cleaning solvent later, stress release will create random crack lines and permanent warp deformation, directly leading to project product failure and customer complaint.
Standard Polycarbonate Vacuum Forming Annealing Operation Parameter
- Closed hot air annealing oven constant temperature set: 110°C–115°C
- Annealing holding time by formed polycarbonate sheet thickness:
- 1.5–3mm thin formed polycarbonate parts: Hold at a constant temperature for 2 hours
- 4–6 mm medium-thickness formed polycarbonate parts: Hold at a constant temperature for 4 hours
- 7–12mm thick formed polycarbonate parts: Hold at a constant temperature for 6–8 hours
- Cooling rule after annealing heat preservation: Turn off the oven heating system, let the formed polycarbonate parts cool down naturally inside the closed oven to room temperature slowly (minimum 4 hours natural cooling time), and do not take out hot parts directly to an open-air environment for fast cooling; sudden temperature difference will regenerate new residual stress inside the polycarbonate material.
Suitable Products Must Do Annealing Treatment
All vacuum-formed polycarbonate parts over 4mm sheet thickness, transparent high-gloss exterior housing products, outdoor long-term service lamp covers and charging pile casings, food-grade display transparent covers and high-precision instrument observation window components must go through a full annealing stress relief procedure after vacuum forming trimming. Thin 1.5–3mm indoor temporary polycarbonate housings without high temperature exposure demand can skip the annealing step to save production cycle cost based on the client project tolerance standard.
11.2 Common Secondary Post-Processing Operations After Vacuum Forming Trimming
- CNC precision drilling & countersunk hole processing: Produce assembly screw mounting holes, cable through holes and positioning fixing holes according to client 3D drawing tolerance requirements.
- Edge mirror polishing treatment: Remove CNC cutting rough burrs, process smooth transparent mirror edge for high-end transparent polycarbonate display and lamp cover finished products.
- Single & multi-color UV weather-resistant silk screen printing: Print brand logo, warning text, parameter marking and anti-slip texture on polycarbonate surface; outdoor UV printing ink can keep 8–10 years without peeling and fading under sun exposure.
- Local small range hot bending correction: Fix minor dimensional warp deviation on the blank edge with low-temperature local hot bending equipment after forming and trimming.
- Surface anti-scratch hard coating secondary treatment: An extra silicon hard coating layer is coated on polycarbonate surface to raise pencil hardness up to 3H for frequently touched retail counter and self-service equipment transparent covers.
- Component assembly auxiliary processing: Embedded metal nut hot pressing, rubber sealing strip bonding, plastic buckle assembly pre-mounting before finished product export packaging.
Chapter 12: Suitable Industrial Application Scenarios of Vacuum-Formed Polycarbonate Components (Completed Continuation)
12.1 Machinery Manufacturing & Automated Equipment Industry
CNC lathe transparent anti-splash safety guards, industrial robot operation isolation covers, automated production line equipment observation windows, hydraulic machine transparent protective housings, laser equipment dust-proof transparent outer shells. Core demand: high impact resistance, shatterproof safety, clear visibility, high and low temperature stability. Vacuum-formed polycarbonate parts will not crack or break under mechanical vibration and occasional tool impact, which is why most factory safety protection components choose thick polycarbonate thermoforming instead of acrylic or ABS.
12.2 New Energy Storage & EV Charging Pile Industry
Household and commercial EV charging pile transparent front covers, energy storage cabinet transparent door panels, battery pack safety isolation shields, new energy equipment waterproof transparent shells. These outdoor products require UV resistance, flame retardant performance, hail resistance and long service life. Only double-sided UV-coated vacuum-formed polycarbonate parts can maintain stable transparency for more than 10 years in outdoor open-air environments without yellowing and fogging.
12.3 Outdoor Lighting & Traffic Facilities
Large street lamp curved shades, landscape lamp transparent covers, traffic signal light protective shells, highway roadside warning light housings. Vacuum forming can make large-size, deep-draw curved transparent lamp covers that injection molding cannot produce. Polycarbonate material’s excellent cold resistance ensures no brittle cracking in winter snow and frost weather.
12.4 Medical Equipment & Laboratory Devices
Medical instrument transparent housings, laboratory isolation protective covers, disinfection equipment outer shells, inspection observation windows. Food-grade and high-purity virgin polycarbonate sheets can be used for thermoforming, featuring low precipitation, anti-aging and easy disinfection, meeting medical environment hygiene standards.
12.5 Commercial Display & Retail Equipment
Supermarket food dustproof covers, bakery transparent display hoods, exhibition curved display stands, vending machine transparent window panels. Frosted polycarbonate and high-transparent polycarbonate vacuum forming can achieve a beautiful curved appearance, effectively improve product display grade, and avoid fragile breakage during transportation and daily use.
12.6 Public Facilities & Safety Protection
Subway and station isolation curved baffles, playground safety anti-collision transparent guards, stadium observation barriers, public area noise reduction transparent wind shields. The shatter-resistant feature of vacuum-formed polycarbonate parts is the core safety advantage for public crowd scenarios.
Chapter 13: PC VS Acrylic VS ABS Thermoforming Full Performance Comparison
Many buyers cannot distinguish which thermoforming material is more suitable for their project. We make a detailed and practical comparison of polycarbonate PC, acrylic PMMA and ABS thermoforming performance, helping you avoid wrong material selection leading to project failure.
13.1 Impact Resistance & Safety Performance
PC vacuum forming parts: Extremely tough, no fragmentation after strong impact, anti-hail, anti-collision, the safest thermoforming transparent material for industrial and public safety use.
Acrylic thermoforming parts: Hard but brittle, easy to crack and produce sharp broken fragments after impact, only suitable for indoor static display, and cannot be used for safety protection scenarios.
ABS thermoforming parts: Good toughness but completely opaque, poor surface hardness, easy to scratch and deform, cannot meet transparent visual requirements.
13.2 Outdoor Weather Resistance & Anti-Yellowing
PC: With double-sided UV coating, 10–15 years outdoor service life, minimal yellowing.
Acrylic: Ordinary acrylic turns yellow and foggy in 2–3 years outdoors; high-grade weather-resistant acrylic is expensive and still less stable than polycarbonate.
ABS: Serious fading, powdering and aging within 1 year outdoors, completely not suitable for outdoor forming products.
13.3 Thermoforming Process Stability
PC: Strict pre-drying required, precise temperature control needed, stable mass production after standardized process, high finished product toughness.
Acrylic: Easy to form, no drying required, but easy to crack during deep drawing and demolding.
ABS: Easy forming, low defective rate, but poor high-temperature resistance and low surface grade.
13.4 Temperature Resistance Range
PC: -40℃ to 120℃, stable shape and performance.
Acrylic: Brittle at low temperatures, softens and deforms above 70℃.
ABS: Softens above 65℃, cannot be used for heat equipment protection.
Chapter 14: How to Optimize Deep Draw Forming & Avoid Thin Spots & Tearing
Deep draw vacuum forming is the most difficult process in polycarbonate thermoforming, easily causing corner thinning, bottom tearing and uneven wall thickness. Based on our long-term mass production experience, we summarize the most effective optimization methods:
1. Control reasonable draw depth ratio
The safest depth-to-width ratio for solid polycarbonate sheet is 1:1. Never design an ultra-deep cavity without process verification. For products requiring deeper depth, adopt segmented stretching or pressure-assisted vacuum forming technology.
2. Enlarge all corner fillets
Sharp right angles are the biggest cause of tearing. All inner corners must retain a fillet radius not less than 0.5 times the sheet thickness, which can evenly disperse the polycarbonate material stretching tension.
3. Optimize heating uniformity
Adopt upper and lower double-sided balanced heating, avoid local overheating or insufficient heating, and ensure the whole polycarbonate sheet stretches synchronously during vacuum suction.
4. Slow vacuum pressure rising speed
Rapid vacuum pumping will cause instantaneous tension concentration at the bottom corner. Gradually increasing negative pressure allows the polycarbonate material to flow slowly and evenly, greatly reducing thin spot defects.
5. Adopt center-first contact mold structure
The mold contacts the middle of the polycarbonate sheet first and then expands outward, which effectively reserves enough material flow for deep corners and avoids insufficient material supplement.
Chapter 15: Our Factory One-Stop Custom Polycarbonate Vacuum Forming Service

Many overseas customers face problems such as unstable quality of small processing factories, bubble defects, easy cracking, inaccurate dimensional tolerance and delayed delivery when customizing vacuum-formed polycarbonate parts. As a professional polycarbonate sheet manufacturer with 15 years of export experience, we integrate raw material production, mold development, vacuum forming, CNC trimming, annealing stress relief, surface printing and finished product export packaging into one-stop service, completely solving all your processing pain points.
1. High-quality virgin polycarbonate sheet raw material guarantee
We independently produce all solid polycarbonate sheets for vacuum forming, using 100% virgin imported polycarbonate raw materials, with no recycled materials mixed. We supply standard transparent, double-sided UV outdoor-grade, frosted matte, UL94 V2 flame retardant, anti-static and food-grade polycarbonate sheets. All materials have stable thermoforming performance, effectively avoiding bubbles, yellowing and brittle cracking problems.
2. Independent mold R&D and manufacturing
We have a professional mold workshop, supporting wooden prototype molds for small-batch trial production and high-precision CNC aluminum molds for mass production. According to customer drawings, we optimize draft angle, fillet radius and vent hole layout in advance to avoid forming defects from unreasonable design.
3. Strict standardized forming process
We strictly implement a full pre-drying process, constant temperature heating, stable vacuum pressure and slow cooling curing standards. All thick polycarbonate parts are equipped with post-forming annealing treatment to eliminate internal stress, ensuring finished products do not crack or deform during long-term use.
4. Full deep processing capability
Support CNC precise trimming, automatic drilling, edge mirror polishing, UV screen printing, local hot bending, hard coating surface treatment and parts assembly. Customers can get finished products that can be directly installed and used without secondary processing.
5. Flexible order quantity & fast delivery
Support 1-piece prototype sample, small-batch trial order and large-scale engineering bulk orders, with no high MOQ limit. With complete production line equipment and standardized process management, we ensure stable quality and punctual delivery for global customers.
6. Free technical support & solution optimization
Our professional technical team provides free product design optimization, material selection suggestions, forming process parameter configuration and defect prevention guidance. For customers with unclear process requirements, we can customize the most cost-effective polycarbonate thermoforming solution according to the actual application scenario.
Chapter 16: Final Summary & Buyer Practical Guide
Polycarbonate sheet vacuum thermoforming is the best manufacturing solution for large-size, high-toughness, transparent curved plastic parts. Different from ordinary ABS and acrylic forming, polycarbonate forming has strict process thresholds: mandatory pre-drying, precise double-sided heating control, standardized mold structure and necessary post-forming annealing treatment.
Only solid virgin polycarbonate sheets can be used for vacuum forming; hollow sun sheets cannot be thermoformed. Standardized process operation can completely avoid common defects such as bubbles, thin spots, tearing, warping and residual stress cracking. For outdoor, safety protection, new energy and medical equipment products, polycarbonate vacuum forming is irreplaceable by other plastic thermoforming processes.
If you are looking for a stable-quality, high-precision custom vacuum-formed polycarbonate parts supplier, our factory can provide one-stop service from raw material production, mold development, thermoforming processing, to finished product export. Welcome to send your drawings and project requirements to get free professional solutions and an accurate quotation.